
エンザイム汚泥削減システムの導入実績一覧
場所 |
排水の種類 |
効果 |
|---|---|---|
| 北海道 | 乳製品 | 30%削減 |
| 北海道 | ジャガイモ加工 | 27%削減 |
| 北海道 | お弁当・惣菜 | 29%削減 |
| 青森県 | 水産缶詰 | 38%削減 |
| 山形県 | ゼリー | 51%削減 |
| 群馬県 | 清涼飲料水 | 33%削減 |
| 群馬県 | 漬物 | 30%削減 |
| 千葉県 | 鯖缶・ゼリー | 80%削減 |
| 神奈川県 | マヨネーズ | 49%削減 |
| 静岡県 | 調味料 | 51%削減 |
| 愛知県 | 牛乳・ヨーグルト | 40%削減 |
| 愛知県 | レトルト食品・カレー | 39%削減 |
| 愛知県 | 乳酸飲料 | 30%削減 |
| 愛知県 | 卵製品 | 40%削減 |
| 京都府 | ポテトサラダ | 36%削減 |
| 大阪府 | 原酒蒸留排水 | 68%削減 |
| 兵庫県 | 食鳥加工 | 63%削減 |
北海道 乳製品の排水
- 導入目的:汚泥削減
- 排水量:300 ㎥/日
- 脱水汚泥量:820 t/月
- COD: 327 mg/l
- SS: 900 mg/l
- pH:7~8
- 曝気槽:653 ㎥
- 汚泥削減率:30 %

導入前後の運用費
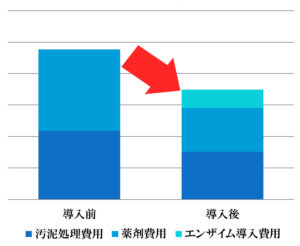
約1,300万円の運用費を削減
汚泥処理と薬剤の費用が減り、エンザイム汚泥削減システムの導入費用を足しても十分な運用費を削減しています。
問題点
前処理として加圧浮上装置があり、大量に凝集剤が使用されていた。加圧浮上装置で油分が取り切れず、後段の曝気槽の負荷が高くなり、水質が悪化することが度々起きていた。フロス汚泥処理費用、凝集剤費用により多額な費用が発生していた。
導入後の改善点
エンザイム汚泥削減システム、油分解剤ベノの導入。油分解剤ベノを調整槽に投入し、油分を分解することで微生物が処理できる環境を作った。加圧浮上装置への負荷が減ったことで運転方法の見直しをした。曝気槽にエンザイム汚泥削減システムを導入し、微生物の活性化を促し処理能力を向上させた。
導入メリット
運転方法の見直しにより、加圧浮上装置で使用していたPACが半減した。以前は曝気槽で凝集剤を使用していたが、菌層が活性化することによって凝集性が増し、使用量が激減した。曝気槽での負荷も下がり、汚泥量が約30%削減された。排水処理に関わる費用が大幅に削減出来た。
報告会および勉強会

北海道 ジャガイモ加工の排水

- 導入目的:汚泥削減
- 排水量:360 ㎥/日
- 脱水汚泥量:34 t/月
- BOD: 970 mg/l
- SS: 280 mg/l
- pH:4.6
- 調整槽:153 ㎥
- 曝気槽:653 ㎥
- 沈殿槽:445 ㎥
- 汚泥削減率:27 %
北海道 お弁当・惣菜の排水
- 導入目的:汚泥削減
- 排水量:530 ㎥/日
- 脱水汚泥量:40 t/月
- BOD: 676 mg/l
- SS: 495 mg/l
- pH:5.5
- 調整槽:560 ㎥
- 曝気槽:650 ㎥
- 沈殿槽:560 ㎥
- 汚泥削減率:29 %
山形県 ゼリー製造の排水
- 導入目的:汚泥削減
- 排水量:300 ㎥/日
- 脱水汚泥量:65 t/月
- BOD: 3,500 mg/l
- SS: 22.3 mg/l
- pH:3.86
- 調整槽:470 ㎥
- 曝気槽:915 ㎥
- 沈殿槽:200 ㎥
- 汚泥削減率:51 %

群馬県 清涼飲料水製造の排水

- 導入目的:汚泥削減
- 排水量:1,500 ㎥/日
- 脱水汚泥量:90 t/月
- BOD: 9~1,600 mg/l
- SS: 1~540 mg/l
- Oil: 1~50.3 mg/l
- pH:2.2~11.6
- 調整槽:1,400 ㎥
- 曝気槽:2,440 ㎥
- 沈殿槽:144 ㎥
- 汚泥削減率:33 %
問題点
負荷変動が大きく、高負荷時の凝集剤使用量と、汚泥排出量削減が課題。
導入後の改善点
エンザイム汚泥削減システムの導入により、曝気槽の菌層を強化することで高負荷時にも耐えられる状態を作った。導入前より排水量、負荷量がともに増加し、BOD量が前年度対比で30%上昇していたが、汚泥量が削減出来ている。
導入メリット
負荷変動が激しい中で水質が安定化し、SVIが導入前より良化傾向にある。生産量が30%増加しているが、汚泥量は前年度と比べて抑えられている。
神奈川県 マヨネーズ・ドレッシングの排水

- 導入目的:加圧浮上後のフロス汚泥削減
- 排水量:700 ㎥/日
- 脱水汚泥量:30 t/月
- BOD: 3,000 mg/l
- SS: 2,000 mg/l
- Oil: 1,500 mg/l
- pH:5
- 調整槽:237 ㎥
- 曝気槽:400 ㎥
- 沈殿槽:123.5 ㎥
- フロス汚泥削減率:49 %
静岡県 調味料製造の排水

- 導入目的:水質の安定化、汚泥削減
- 排水量:250 ㎥/日
- 脱水汚泥量:12 t/月
- BOD: 500~3,000 mg/l
- SS: 100~1,500 mg/l
- pH:5~10
- 調整槽:250 ㎥
- 曝気槽:900 ㎥
- 沈殿槽:50 ㎥
- フロス汚泥削減率:51 %
愛知県 牛乳・ヨーグルトの排水
- 導入目的:汚泥削減
- 排水量:1270 ㎥/日
- 脱水汚泥量:53 t/月
- BOD: 800 mg/l
- SS: 350 mg/l
- pH:11.5
- 調整槽:750 ㎥
- 曝気槽:2440 ㎥
- 沈殿槽:580 ㎥
- フロス汚泥削減率:40 %
愛知県 レトルト食品・カレーの排水

- 導入目的:汚泥削減、水質安定化
- 排水量:850 ㎥/日
- 脱水汚泥量:30 t/月
- BOD: 1,000 mg/l
- Oil:180 mg/l
- 曝気槽:728 ㎥
- 沈殿槽:600 ㎥
- 汚泥削減率:39 %
問題点
カレー排水のため油分が多く、その影響で例年水質が安定しておりませんでした。
導入後の改善点
水質が安定化しないのは負荷量がプラントの設計値以上の数値であったことも原因でした。導入後に曝気量の調整、汚泥の引き抜き基準の変更をしました。
導入のメリット
生産量は昨年度と同等以上でしたが、水質が安定化し汚泥の削減も出来ています。
愛知県 卵製品製造の排水

- 導入目的:硝化脱窒対策運転、総量規制対策
- 排水量:300 ㎥/日
- 脱水汚泥量:282 t/月
- BOD:1,000 mg/l
- SS:350 mg/l
- Oil:90 mg/l
- pH:4.2
- 調整槽:120 ㎥
- 曝気槽:728 ㎥
- 沈殿槽:600 ㎥
- 汚泥削減率:40 %
問題点
食品製造工程で卵を多く使うため窒素分が非常に多く含まれている。処理水の窒素分が多く残っており、基準値を超えることも
導入後の改善点
エンザイム汚泥削減システムの導入により、微生物の活性度を上げ、排水の処理速度を進めることにより、アンモニア態窒素から、硝酸態窒素、亜硝酸態窒素に分解させるまで処理工程を進めた。曝気時間を減らす事により、脱窒させることで硝酸態窒素、亜硝酸態窒素を窒素として空気中に散布させた
導入のメリット
消化脱窒運転が十分に出来ており、窒素の放流基準を超えることがなくなった。MLSSが安定しており汚泥を引き抜く時間が3分の1に減った。曝気時間が減りブロワーの電気代が削減出来た。
大阪府 原酒蒸留の排水
- 導入目的:汚泥削減
- 排水量:500 ㎥/日
- 脱水汚泥量:45 t/月
- BOD: 1543 mg/l
- SS: 70 mg/l
- Oil:0
- pH:4~11
- 調整槽:400 ㎥
- 曝気槽:1400 ㎥
- 沈殿槽:125 ㎥
- フロス汚泥削減率:68 %
兵庫県 食鳥加工場の排水
- 導入目的:加圧浮上後のフロス汚泥削減
- 脱水汚泥量:880 t/月
- BOD: 850 mg/l
- SS: 540 mg/l
- Oil:190
- pH:7.2
- 調整槽:650 ㎥
- 曝気槽:863 ㎥
- 沈殿槽:220 ㎥
- フロス汚泥削減率:63 %
導入前後の運用費
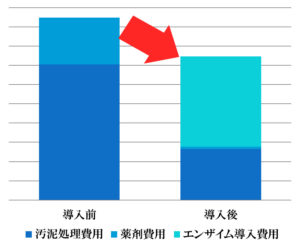
約200万円の運用費を削減
汚泥処理と薬剤の費用が減り、エンザイム汚泥削減システムの導入費用を足しても十分な運用費を削減しています。他にも加圧浮上装置稼働電気代や人件費も削減しています。
問題点
鶏肉加工排水のため油濃度が濃く、前処理で加圧浮上装置によって油分を除去している。処理が上手くいかず、薬剤を多用してようやく処理水基準をクリアしていた。フロス汚泥が全体汚泥の9割をしめており、フロス汚泥処理費用、凝集剤使用量によって多くコスト高となっていた。
導入後の改善点
油分解剤ベノの導入。油分を調整槽で分解することで微生物が分解できるような状況を作り、加圧浮上装置の稼働を停止し、曝気槽による微生物処理で処理水が安定するようになった。
導入メリット
加圧浮上装置稼働による電気代、フロス汚泥産廃費用、凝集剤のコストカット。運転作業時間短縮により人件費の削減。水質の安定化による安心感。