1. 硝化脱窒反応による現症例
- 汚泥の固まりが沈殿槽で浮上
汚泥中から小さな気泡が出る - SV 測定時に、汚泥に亀裂が入り浮上
- 汚泥と上澄液が逆転
- 曝気槽のpH 値の低下
- 汚泥浮上により放流水のSS 流出
- TP 、 TN の総量規制超過問題

2. 硝化脱窒反応の問題点
- 硝化菌増殖速度 硝化菌の増殖速度が遅いため、汚泥日齢が短いと硝化菌が減少し、硝化反応が起きなくなります。汚泥の引抜をこまめに行っている工場は注意が必要です。
- 十分な酸素供給量 『3. 硝化反応のメカニズム』で記した式の通りNH4‐NをNO3‐Nまで酸化するのに2モルの酸素が必要になる事から、相応の曝気量が必要となります。MLSSが高濃度となると
酸素がいきわたらないため、硝化反応が滞ります。 - pH管理 亜硝酸菌の最適pHは中性から弱アルカリ性であり、pHが6以下となると活性度が著しく落ちるため硝化反応が滞ります。
3-1. エンザイム汚泥削減システム導入による窒素除去
- 排水処理プロセスにエンザイム汚泥削減システム導入により、資材を投入したリアクターを設置した場合のT N 測定データが図3の通りとなります。
- 導入後のT N 除去率は飛躍的に向上しております。
- この施設は、窒素除去できる脱窒素法の構成になっておりませんが、エンザイム汚泥削減システム導入後は十分にT N 除去が出来ております。
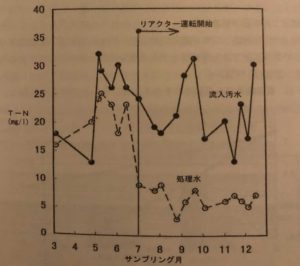
図3 T N 測定値
3-2. エンザイム汚泥削減システム導入による窒素除去
-
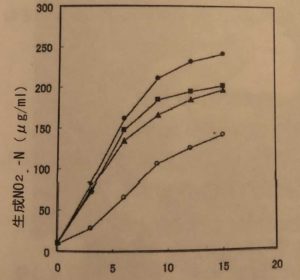
エンザイム汚泥削減システム導入後、一般的なアンモニア酸化細菌であるニトロモナスの他に近縁の細菌である新株のB2、B6、C11の発生が確認されています。
-
新株のアンモニア酸化能力は右図の通りとなり、標準の菌株と比べて約2倍の亜硝酸生成能力がある事になります。
-
排水処理の脱窒素プロセスを利用したとすると、単純には硝化槽の容量を従来の半分にする事が出来ます。
※アンモニア酸化細菌:アンモニアを取り込み、亜硝酸を排出する細菌で、独立栄養細菌になります。
培養期間(日)
●B2 ■ B6 ▲ C11 ○ニトロモナス
図4 アンモニア酸化細菌の亜硝酸生成
●B2 ■ B6 ▲ C11 ○ニトロモナス
図4 アンモニア酸化細菌の亜硝酸生成
4. 対応策 実例①
【排水の種類】
卵製品製造排水
【問題点】
食品製造工程で卵を多く使うため窒素分が非常に多く含まれています。処理水の窒素分が多く残っており、基準値を超えることもありました。
【改善策】
微生物の活性度を上げ、排水の処理速度を進めることにより、アンモニア態窒素から、硝酸態窒素、亜硝酸態窒素に分解させるまで処理工程を進めました。また、間欠曝気により、脱窒させることで硝酸態窒素、亜硝酸態窒素を窒素として空気中に散布させました。
【結果】
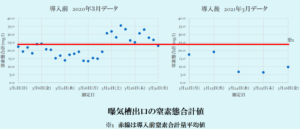
処理水に含まれる窒素分が放流基準値より大幅に減少しました。結果は図5の通りとなりました。
エンザイム汚泥削減システム導入前は全窒素が平均25ppm に対し、導入後は5ppm 以下となっております。
図5 PAC テスト測定結果
5. 対応策 実例②
【排水の種類】
原酒蒸溜排水
【問題点】
窒素除去のため、硝化槽、脱窒槽、再曝気槽が設置されており、ブロワーの電気代が高額となっていた。
【結果】
資材投入後、曝気槽での窒素除去率が向上し、硝化槽及び、再曝気槽を脱窒槽として運用しているため、電気代が20%削減できた。